-
Thông tin E-mail
ddxfvgdwm@163.com
-
Điện thoại
13202009968
-
Địa chỉ
S? 8 ??i l? Greenyuan, Khu c?ng nghi?p Xinfeng, Ganzhou, Giang Tay
Danh mục sản phẩm
Ganzhou Big Brother Cutter C?ng ty TNHH


Máy c?t Harvester l?n
Có thể đàm phánCập nhật vào02/13
- Mô hình
- Thiên nhiên của nhà sản xuất
- Nhà sản xuất
- Danh mục sản phẩm
- Nơi xuất xứ
Tổng quan
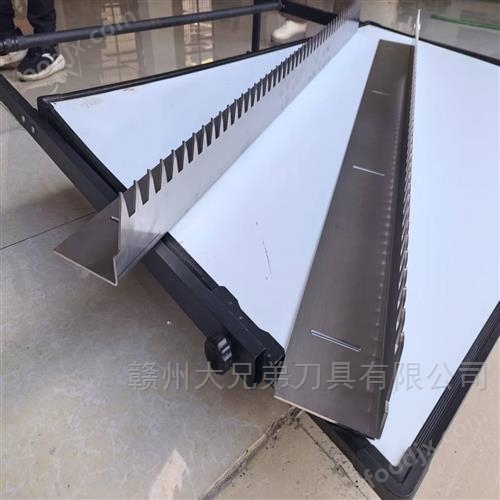
L??i dao t?o hình thu ho?ch l?n là m?t thành ph?n quan tr?ng c?a máy thu ho?ch và hi?u su?t c?a nó ?nh h??ng tr?c ti?p ??n hi?u qu? và ch?t l??ng thu ho?ch. Sau ?ay là h??ng d?n chi ti?t và gi?i thi?u v? nó:
Chi tiết sản phẩm
Mô tả&Giới thiệu về Lưỡi dao tạo hình Harvester lớn:
Cấu trúc&Loại
Cấu trúc: Lưỡi dao tạo hình Harvester lớn thường bao gồm lưỡi dao, mặt sau và tay cầm. Lưỡi dao là phần chịu trách nhiệm cắt cây trồng, cần có độ sắc nét và khả năng chống mài mòn cực cao; Mặt sau của lưỡi dao đóng vai trò hỗ trợ và bảo vệ lưỡi dao, đòi hỏi sức mạnh và độ dẻo dai nhất định; Cán dao thì dùng để cố định lưỡi dao trên đĩa hoặc trục dao của máy gặt.
loại: Tùy thuộc vào cây trồng thu hoạch, loại lưỡi dao có sự khác biệt. Ví dụ, thu hoạch lúa mì, lúa nước và các loại cây thân cây thấp khác, thường sử dụng dao cày, dao làm cỏ; Còn các loại cây thân cao như ngô, đậu tương thì sử dụng nhiều lưỡi dao, lưỡi cày liên hợp.
Lựa chọn vật liệu
Tấm thép 30MnB5: Đây là một vật liệu lưỡi dao thường được sử dụng, độ bền kéo của nó là 1000-1200MPa, cường độ năng suất ≥800MPa, độ giãn dài ≥10%, có thể không dễ bị biến dạng khi cắt cây trồng sợi cao, và cũng có thể hấp thụ năng lượng tác động để tránh gãy. Tấm mỏng 3-6mm phù hợp với lưỡi gặt nhẹ, tấm dày trung bình 12-16mm cho lưỡi gặt nặng.
Thép kết cấu cường độ cao hợp kim thấp với thép không gỉ martensitic: Chẳng hạn như lớp ngoài và lớp bên trong là 16MnV, 27SiMn và thép kết cấu cường độ cao hợp kim thấp khác, lớp giữa là 9Cr18MoV hoặc 9Cr18Mo thép không gỉ martensitic lưỡi composite. Cấu trúc này làm cho lưỡi dao có cả độ dẻo dai mạnh mẽ, khả năng chống mài mòn cao và chức năng cạnh tự mài mòn.
Quy trình sản xuất
Quá trình tạo hình cán nóng: Sử dụng phôi thép làm nguyên liệu thô, sau khi đun nóng, cán nóng một lần trên máy cán thép thành loại cơ sở, sau đó hoàn thành quá trình cắt, đục lỗ và uốn phẳng. Độ dẻo của cạnh khi cán nóng tăng chiều rộng trung bình hơn 3mm, độ dày cạnh là 1,0 ± 0,5mm, và có thể làm cho tổ chức sợi kim loại liên tục, đảm bảo độ dẻo dai của cạnh và vành đai chuyển tiếp. Cuối cùng, bằng cách xử lý nhiệt lò tần số cao, làm cho cán, lưỡi và mặt sau của lưỡi dao có được giá trị độ cứng hợp lý tương ứng.
Cắt quá trình hình thành: Đối với lưỡi composite, quá trình đổ ly tâm thường được sử dụng để làm trống ống ly tâm. Sau đó, sau khi lăn và mở rộng vòng, xử lý nhiệt ủ, cắt hoặc cắt dây bằng dao nước thành lưỡi kim loại hình thành, và cuối cùng là xử lý dập tắt và ủ.
Yêu cầu hiệu suất
Hiệu suất cắt: Lưỡi dao nên có hiệu quả cắt các loại cây trồng khác nhau, đảm bảo cắt trơn tru, giảm kéo và dư lượng cây trồng.
Độ bền: Trong điều kiện sử dụng bình thường, để chịu được hoạt động cắt thường xuyên, có tuổi thọ dài, không dễ bị mài mòn quá mức, lưỡi nứt hoặc gãy.
Bảo mật: Lưỡi dao phải được thiết kế và sản xuất theo các tiêu chuẩn an toàn có liên quan, nó sẽ không bị lỏng lẻo hoặc rơi ra trong công việc sau khi lắp đặt cố định, tránh gây hại cho người vận hành.
Xử lý bề mặt
Để cải thiện khả năng chống mài mòn và ăn mòn của lưỡi dao, nó thường được xử lý bề mặt. Chẳng hạn như đánh bóng bề mặt lưỡi dao để Ra≤1.6μm, nó có thể làm giảm sự xói mòn của độ ẩm và hóa chất trong đất và kéo dài tuổi thọ của nó trong môi trường ẩm ướt.




